



鍍鋅無縫管規格型號大全及國標材質對照表查詢指南
發布時間:2026-01-03 本文關鍵詞:行業動態
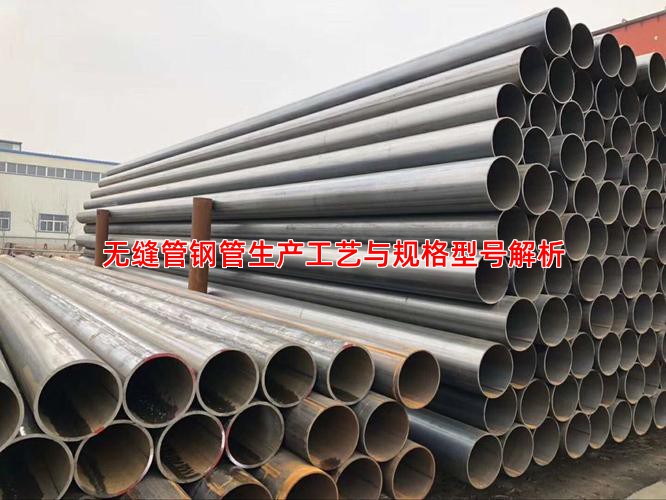
無縫管鋼管生產工藝與規格型號解析
在鋼管生產與采購中,規格型號與材質的準確對應是技術基礎,卻常被忽視。我常遇到因混淆標準導致加工失誤的案例。無縫管鋼管的生產,從管坯到成品,每個環節的參數控制都直接影響終性能。其規格核心在于外徑、壁厚和定尺長度。例如,常見結構用無縫管,外徑從Φ6mm到Φ630mm,壁厚覆蓋1mm到50mm以上。在實際生產中,我們需根據國標GB/T 17395或ASTM A53等標準嚴格控制壁厚公差,通常高級精密管要求控制在±10%以內,這對后續鍍鋅層的均勻性至關重要。
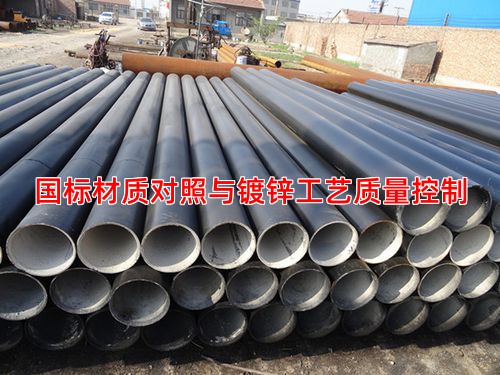
國標材質對照與鍍鋅工藝質量控制
材質是鋼管性能的靈魂。國標常用20#、45#、Q345B等,對應不同的力學性能和用途。例如,20#鋼無縫管多用于流體輸送,其熱處理溫度建議在920℃左右正火,以獲得均勻的珠光體組織。鍍鋅作為關鍵防腐工藝,我強調前處理酸洗必須徹底,否則易產生漏鍍。熱浸鍍鋅時,鋅液溫度控制在450℃左右,浸鍍時間需根據壁厚精確計算,通常每毫米壁厚需浸約30秒。從技術角度看,鍍鋅層厚度應滿足GB/T 3091要求,小局部厚度不低于45μm,我們通過磁性測厚儀進行100%在線抽檢,確保合格率。
常見技術問題與加工實踐建議
在鋼管加工技術應用中,鍍鋅無縫管易出現鋅瘤、色差甚至層脫落等問題。根據我們的工藝實踐,鋅瘤多因鋅液溫度過高或冷卻速度不當引起,需將溫度波動控制在±5℃內。而鍍鋅層附著力不足,常源于酸洗后殘留鐵鹽或活化不充分。我建議增加一道微堿中和與熱水漂洗工序。對于需要后續焊接或彎管的場景,必須選擇鋅層附著力強的管材,并注意焊接熱影響區的防腐補涂。鋼管質量標準不僅在于出廠檢驗,更在于與應用場景的匹配。如有技術問題需要深入探討,歡迎來電交流:。

 銷售電話
銷售電話 地址
地址 郵箱
郵箱