



當前位置:首頁 > 新聞中心 > 行業(yè)動態(tài)
涂塑鋼管生產(chǎn)工藝流程與內(nèi)外涂塑技術(shù)標準解析
發(fā)布時間:2025-10-24 本文關(guān)鍵詞:行業(yè)動態(tài)
在鋼管防腐領(lǐng)域,涂塑鋼管因其優(yōu)異的耐腐蝕和抗結(jié)垢性能,被廣泛應(yīng)用于給排水、消防、化工等領(lǐng)域。然而,許多項目在應(yīng)用時,常因?qū)ιa(chǎn)工藝流程與技術(shù)標準理解不足,導致選型錯誤或質(zhì)量隱患。結(jié)合我十多年的鋼管生產(chǎn)與技術(shù)管理經(jīng)驗,今天我將重點解析涂塑鋼管,特別是螺旋焊管作為基管時的生產(chǎn)工藝與內(nèi)外涂塑技術(shù)標準。
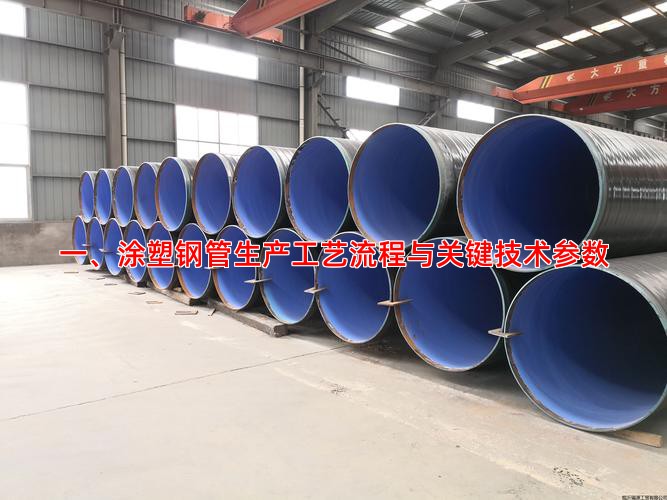
一、涂塑鋼管生產(chǎn)工藝流程與關(guān)鍵技術(shù)參數(shù)
涂塑鋼管的生產(chǎn)并非簡單地在鋼管上噴一層塑料,其核心在于基管處理與塑層結(jié)合。以常用的螺旋管為基管時,工藝流程主要包括:基管檢驗與預(yù)處理、加熱、內(nèi)外涂覆、固化、成品檢驗。首先,基管必須經(jīng)過嚴格的檢驗,確保其焊縫(尤其是螺旋焊縫)質(zhì)量、橢圓度和壁厚公差(通常控制在±10%以內(nèi))符合要求。預(yù)處理采用噴砂或拋丸除銹,必須達到Sa2.5級,這是保證塑層附著力的生命線。加熱環(huán)節(jié),我們根據(jù)管徑和壁厚,將溫度精準控制在220℃-260℃之間,溫度過高會導致塑粉焦化,過低則影響流平與附著力。涂覆多采用靜電噴涂或浸涂工藝,確保涂層厚度均勻,這是保障鋼管技術(shù)參數(shù)達標的關(guān)鍵。
二、內(nèi)外涂塑技術(shù)標準解析與質(zhì)量控制要點
從技術(shù)角度來看,內(nèi)外涂塑的技術(shù)標準主要圍繞涂層厚度、附著力、耐腐蝕性等指標。根據(jù)我們的工藝實踐,內(nèi)涂層厚度通常不低于400μm,外涂層不低于200μm。附著力檢測是重中之重,我們常用劃格法測試,要求達到1-2級(即切口交叉處涂層脫落面積不大于5%)。對于螺旋管,要特別關(guān)注螺旋焊縫處的涂層覆蓋質(zhì)量,此處易因應(yīng)力集中或預(yù)處理不到位而產(chǎn)生涂層薄點或針孔。在實際生產(chǎn)中,我們通過優(yōu)化噴涂角度和增加焊縫處復(fù)噴工序來解決。質(zhì)量控制上,除了常規(guī)的厚度檢測和電火花檢漏(檢測電壓根據(jù)涂層厚度設(shè)定,如5kV/mm),還必須進行彎曲、壓扁或沖擊試驗,模擬鋼管加工技術(shù)中的安裝與受力情況,確保涂層不出現(xiàn)開裂或剝離。
常見問題方面,涂層起泡多因基管殘留水分或預(yù)熱溫度不均;附著力差則與除銹等級不足或預(yù)熱溫度過低直接相關(guān)。解決這些問題的核心在于嚴格把控前處理工藝和熱處理溫度曲線。總之,優(yōu)質(zhì)的涂塑鋼管是精密工藝控制的結(jié)果,每一個鋼管質(zhì)量標準都必須落實到生產(chǎn)細節(jié)中。如果您在螺旋管選型、涂塑工藝或鋼管質(zhì)量標準方面有更具體的技術(shù)問題需要深入探討,歡迎來電交流:,我們可以結(jié)合您的實際工況提供更具針對性的工藝咨詢。

 銷售電話
銷售電話 地址
地址 郵箱
郵箱