



無縫管鋼管用途分類及不同工藝產品的優缺點區別解析
發布時間:2026-06-18 本文關鍵詞:公司新聞
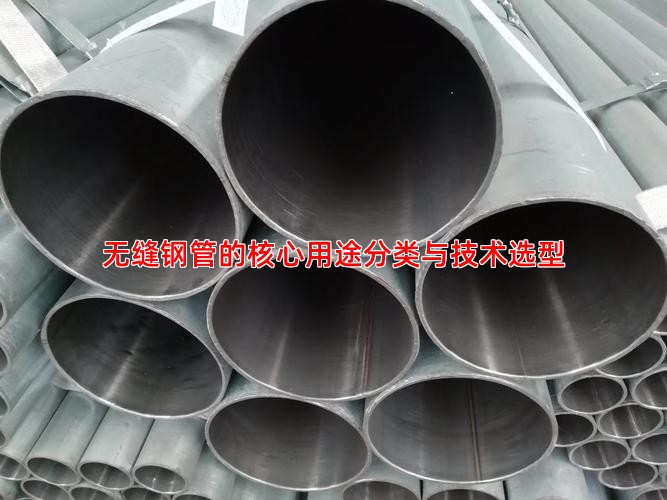
無縫鋼管的核心用途分類與技術選型
在鋼管選型與采購中,很多用戶對無縫管的用途分類和不同工藝產品的性能差異存在誤區,這直接影響到工程的安全性與經濟性。根據我十多年的生產與技術管理經驗,無縫管主要分為流體輸送用、結構用和專用用途三大類。流體輸送管(如鍋爐管、液壓支柱管)對承壓和密封性要求極高;結構用管(如機械結構管)側重于強度和尺寸精度;而專用管(如石油裂化管)則需滿足特定介質下的耐腐蝕或耐高溫性能。選型時,絕不能僅憑“無縫”二字就一概而論,必須結合具體的服役環境和技術參數來匹配。
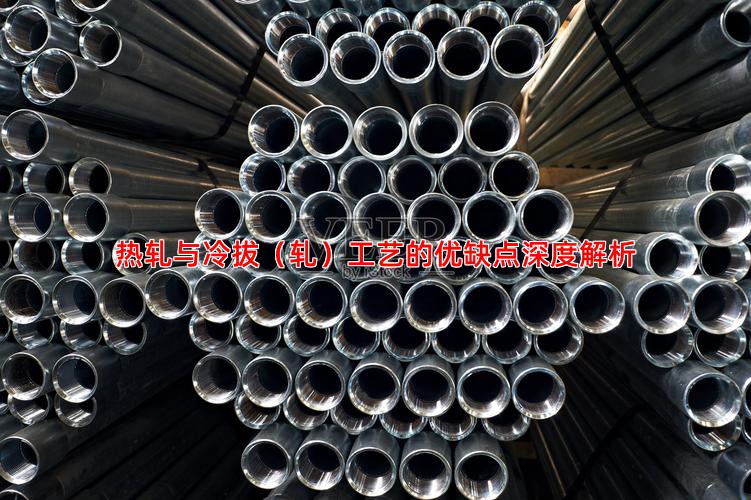
熱軋與冷拔(軋)工藝的優缺點深度解析
從技術角度來看,無縫管的主流生產工藝是熱軋和冷拔(或冷軋)。熱軋管以圓鋼坯經穿孔、軋制而成,其優點是生產效率高、成本相對較低,可生產大直徑厚壁管,但表面光潔度和尺寸精度(尤其是壁厚公差)通常控制在±10-12.5%,不如冷拔管。在實際生產中,熱軋管常用于對尺寸精度要求不苛刻的流體輸送和一般結構領域。而冷拔管是在熱軋管坯基礎上進行冷加工,其優點是尺寸精度高(壁厚公差可控制在±8-10%甚至更嚴)、表面質量好、力學性能更優。但缺點是生產周期長、成本高,且受加工硬化影響,有時需要后續熱處理。我們的工藝實踐表明,對于高精度液壓系統、精密機械部件,應優先選用冷拔管。
質量控制要點與常見缺陷規避
確保鋼管質量穩定,關鍵在于對生產工藝全流程的精準控制。以熱軋為例,加熱溫度均勻性、穿孔頂頭磨損狀態、軋輥調整參數都直接影響內壁質量和壁厚均勻性。我們常遇到的內折、外折缺陷,多與管坯中心疏松或穿孔參數不當有關。在冷拔環節,潤滑質量與模具設計是核心,處理不當易導致劃傷或壁厚不均。在質量檢測上,我們不僅依賴水壓試驗和尺寸抽檢,更重視超聲波或渦流探傷檢測,確保內部缺陷的檢出率。對于要求嚴格的管線,熱處理溫度建議控制在正火溫度Ac3以上30-50℃,以保證組織均勻。任何環節的疏忽,都可能使產品達不到預期的鋼管質量標準。
鋼管生產工藝的選擇,本質上是性能、成本與效率的平衡。希望以上基于一線經驗的技術解析,能為您在鋼管選型與加工技術應用上提供清晰指引。如有具體技術問題需要深入探討,例如特定工況下的螺旋管與無縫管技術經濟性對比,歡迎來電交流:。

 銷售電話
銷售電話 地址
地址 郵箱
郵箱