



無縫管鋼管國標標準解讀與生產工藝技術要點解析
發布時間:2026-10-31 本文關鍵詞:公司新聞
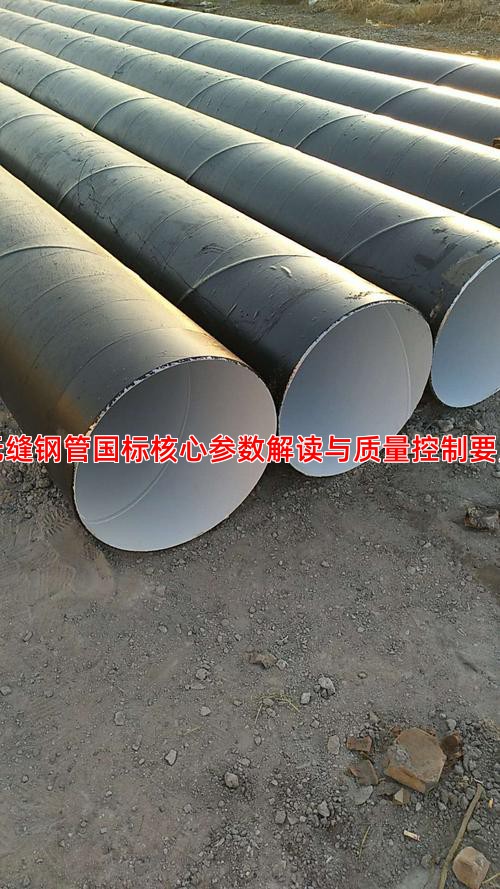
無縫鋼管國標核心參數解讀與質量控制要點
在無縫鋼管,尤其是合金管的生產與采購中,許多同行過于關注價格而忽略了國標中關鍵的技術參數,這往往導致后續加工或使用中出現開裂、尺寸不符等嚴重問題。從我十多年的工藝實踐來看,吃透標準中的幾個核心條款,是確保產品質量的基石。
以常見的結構用和流體輸送用無縫鋼管國標為例,其核心不僅在于化學成分和力學性能。在實際生產中,我們更需嚴格控制幾何尺寸精度,如合金管的壁厚公差通常要求控制在±12.5%以內,高標準要求甚至達到±10%。外徑公差同樣關鍵,它直接影響后續的焊接或裝配工藝。從技術角度來看,這些尺寸參數直接關聯到鋼管的承載均勻性和安全性。在質量檢測環節,我們不僅依賴卡尺,更廣泛應用在線測徑、測厚儀及超聲波探傷,確保每一批出廠的合金管都符合甚至高于鋼管質量標準。
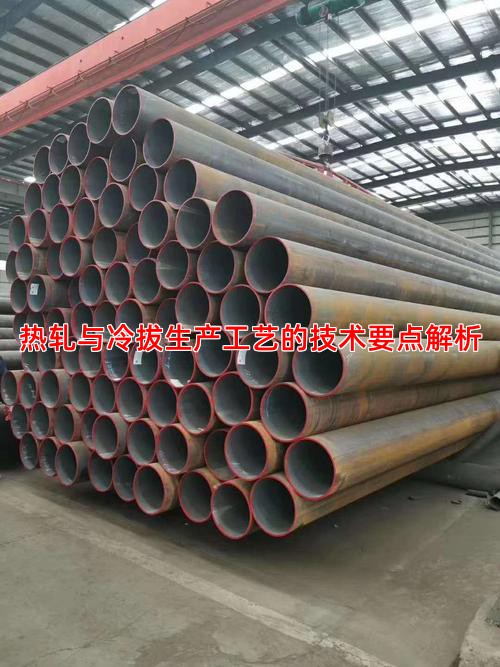
熱軋與冷拔生產工藝的技術要點解析
無縫鋼管的生產工藝,主要分為熱軋(擠壓)和冷拔(軋)兩大類,其技術路徑的選擇直接決定了產品的終性能。熱軋工藝的核心在于穿孔和軋制溫度的控制。對于合金管,加熱溫度必須均勻,通常建議在1200℃左右進行穿孔,以確保金屬具有良好的塑性和穿孔質量。溫度過低會導致心部撕裂,過高則容易產生過燒缺陷。
冷拔工藝則更側重于尺寸精度和表面質量的提升。其關鍵技術在于模具設計、潤滑以及中間熱處理。根據我們的工藝實踐,冷拔前必須進行嚴格的酸洗和磷化皂化處理,以降低拔制力并改善內表面質量。每道次冷拔后的去應力退火也至關重要,例如對某些低合金鋼,我們建議在650-700℃進行退火,以消除加工硬化,防止后續開裂。這套鋼管加工技術的精細控制,是生產高精度、高表面質量合金管的關鍵。
常見生產缺陷分析與解決建議
在鋼管生產工藝中,內折、外折和壁厚不均是常見的缺陷。內折多源于穿孔工藝不當,如頂頭前壓下量過大或管坯中心溫度偏低。我們的經驗是,優化穿孔機的調整參數,確保“咬入”平穩,并嚴格控制管坯的加熱均勻性。
壁厚不均問題則貫穿整個軋制過程。除了保證管坯本身的心圓度,關鍵在于定心輥的調整和軋機機架的剛度。在技術管理中,我們要求對軋制后的鋼管進行首檢和頻次抽檢,利用超聲波測厚儀快速反饋數據,及時調整軋機。對于要求極高的合金管,甚至需要采用限動芯棒連軋管機等先進設備來保證精度。熱處理作為性能定型的后關卡,其溫度與冷卻速度必須根據鋼種精確設定,任何偏差都會影響終的探傷檢測合格率。
無縫鋼管的生產是系統性的精密工程,從標準理解、工藝參數設定到過程監控,每一個環節都需要嚴謹的技術判斷和豐富的現場經驗。如果您在合金管生產或應用中有具體的技術難題,例如工藝參數優化或缺陷診斷,歡迎來電進行深入的技術交流。需要技術支持或工藝咨詢,可撥打。

 銷售電話
銷售電話 地址
地址 郵箱
郵箱